Un banco de pruebas para conocer SCS
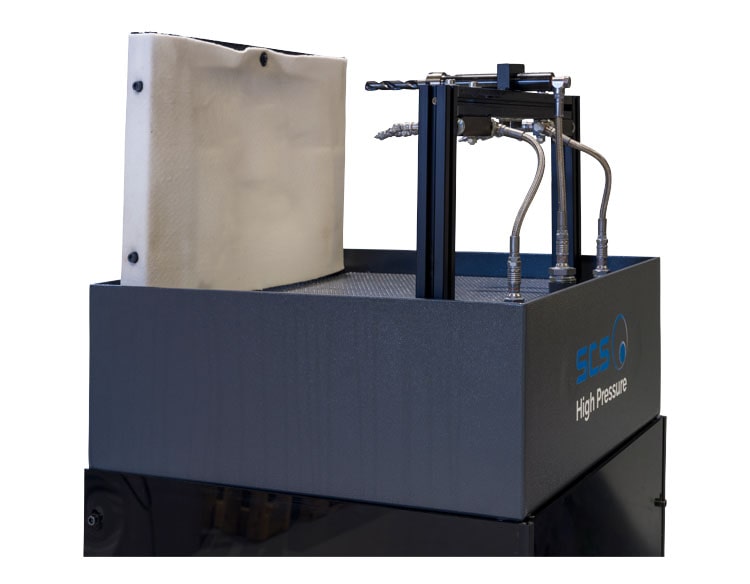
Los distribuidores de SCS utilizan un banco de pruebas en ferias y demos para descubrir de primera mano el funcionamiento y presión de nuestros sistemas de alta presión.
Un banco de pruebas para conocer SCS Read More »